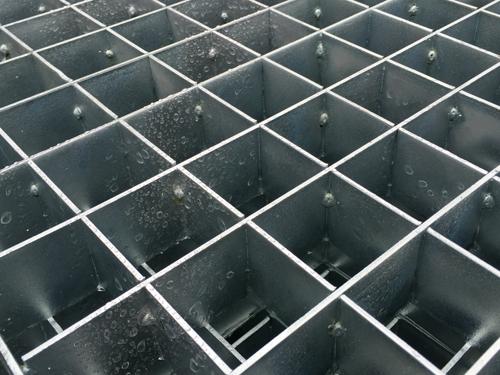
大家都知道钢格板都是采用扁钢和扁钢或扁钢和钢筋焊接而成的带有方格子的钢铁制品,因此焊接工艺对于钢格板来说是一个至关重要的环节。不同的焊接方法做成的成品效果也不一样,或者说不同的领域用到的焊接方法不同。
一般工业上能用到的焊接方式是根据领域特点和原材料属性而决定的,比如:
1、金属机械、造船、锅炉及各类压力容器的焊接,所需要的焊接工艺一般要求都高,技术要求严格,现场作业,大多都使用手工电弧焊,氩弧焊,二氧化碳保护焊电渣焊等特殊的工艺。
2、土木工程上经常使用的是氩弧焊、手工电弧焊,电渣压力焊,闪光对焊,氧乙炔焰气焊、切割,二氧化碳保护焊多用于钢结构的安装及有色金属焊接。
3、塑料行业上焊接更多用于各种工程塑料的热熔焊接,比如塑料粘合。
4、其他如超声波焊接等一些比较特殊的焊接方式,在实际应用和现实作业中用途有限,不再详解。
下面我们来说说钢格板的焊接及注意事项:
通常钢格板焊接优先采用压力电阻焊,也可采用电弧焊。在焊接过程中需要的注意事项:
1、在负载扁钢和横杆的每个交点处,都应通过焊接、铆接或压锁将其固定。
2、钢格板应根据客户要求,按照客户的图纸或要求加工成各种尺寸的形状;
3、压锁焊接方式中,钢格板的压锁可采用压力机将横杆压入负载扁钢将其固定;
4、负载扁钢的间距和横杆的间距一般由供需方根据设计要求确定。在工业平台上,一般建议钢格板扁钢的间距不得大于40mm,横杆间距不得大于165mm。