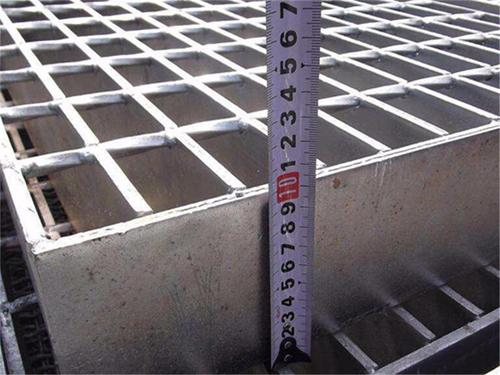
格栅板焊接方式有两种持续焊接和断续焊接。经常利用格栅板的人都知道利用断续焊接会更安稳,为什么呢?
持续焊接是对焊缝的要求,是相对于点(固)焊、短段焊而言,俗称全焊接,满焊。如果焊缝是由一个一个分隔的焊点连接,就称为点焊;如果焊缝是由分隔的一小段一小段连接的,就称为分段焊或分手焊。两个零件连接后,会形成接缝。如果这个接缝从头至尾都焊接,叫做持续焊。如果有纪律的焊一截空一截,就是断续焊。我们常见的工作焊缝(承受载荷的焊缝)都是要求持续焊接。
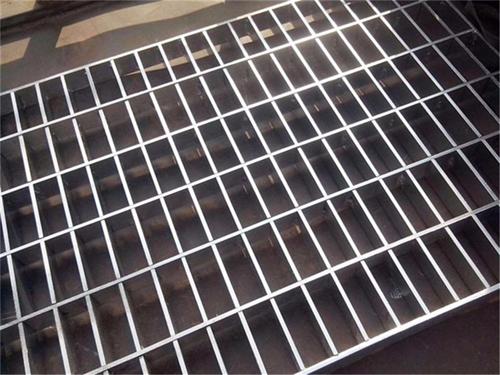
断续焊是焊接的一种,俗称花焊。顾名思义就是其焊接方式为焊接时焊缝不持续,用于焊缝很长不需要满焊焊接死的非重要的连接件焊接,或是为了减少焊接变形以及预留焊接变形空间(焊接件上开剖口)采用的焊接方式。焊接件两侧均要焊接时,一般采用交织断续焊接方式。
断续焊接优势:
1.每隔必然的距离交织断续焊接,满足分歧焊缝结构和焊接工艺的需要
2.解决曲线焊缝断续焊接问题
3.一些结构带有抛物线形状的上拱度设计,角钢的线性安插需要满足要求,角钢是采用若干多段角钢按照逼近抛物线形状轨迹拼接焊在腹板上,焊缝不是一条直线,而是由多条直线形成的接近抛物线轨迹;
4.由于腹板在火焰切割下料过程中的热变形对腹板平整度有必然影响:平整度较差时,角钢与腹板的贴合性差,焊缝轨迹一致性也较差,角钢与腹板的焊缝贴合位置将会有较大的浮动。
5.解决双面焊和多面焊同步焊接的问题,为提横跨产效率,角钢与腹板的焊接采纳双面焊接双面成型工艺,这就要求设备必需能够实现双面交织断续焊缝及双面临称断续焊缝的自动焊接,同时焊枪调整要便利,可满足分歧尺寸角钢双面焊接需要。
格栅板持续焊接与断续焊接各有各的优势,持续焊接相对断续焊接来说,斗劲紧密耐用,可是有时候有些处所不能持续焊接就只能采纳断续了。